

Imagine a factory floor where materials move without human help. Conveyors make this possible.
A conveyor is a mechanical system that moves materials from one point to another. It uses belts, rollers, or chains to automate transport. It is essential for efficient production in modern factories.
You might think this is just about moving things. But it is much more. Let me show you how it works.
What role do conveyors play in food and beverage factories?
Mistakes in food production cost time and money. Conveyors stop these mistakes.
In food and beverage factories, conveyors move ingredients and products through every step. They reduce human handling and improve hygiene and safety.
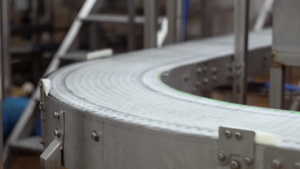
Conveyors are the backbone of food and beverage production. They move raw materials like flour, sugar, or milk through mixing, cooking, cooling, and packaging stages. I once worked at a juice factory. Before conveyors, workers carried heavy buckets from one station to another. That caused spills and contamination. We replaced it with a stainless steel belt conveyor. Now, juice flows smoothly. There are no spills. No human touch after the initial ingredient loading. This reduces the risk of bacteria. It also cuts labor costs. Conveyors also handle fragile items. They move bottles gently. They stop if a bottle is stuck. That keeps the line running. The system uses sensors to check the product. If something is wrong, it stops. We save money by avoiding waste. Safety improves. Workers do not get tired from carrying. Product quality goes up. Every brand wants consistent results. Conveyors help give that.
How do smart sensors improve conveyor performance?
Downtime kills output. Smart sensors fix that fast.
Smart sensors detect position, speed, load, and temperature. They send data in real time. This lets the conveyor adjust automatically and avoid failures.
Sensors turn a simple machine into a smart system. They watch every detail. For example, at a milk packaging line, we used weight sensors. They check each carton as it moves. If one is underfilled, the system marks it. It gets removed. No human eyes could catch every error. We also use infrared sensors for product spacing. If bottles are too close, the conveyor slows. This prevents jams. We added motion sensors to the motor. They detect when the belt is slipping. The system stops before it breaks. That saved us a repair cost of $12,000 last year. We also use temperature sensors in pasteurization lines. If heat goes too high, the conveyor slows to protect products. These sensors add up. They give data to a central system. We can see problems before they happen. Lines stay running. Downtime drops by over 35%. Customers get better products. Production meets tight deadlines. These sensors are not expensive. They pay for themselves in months. They make the whole line smarter.
Can conveyors reduce human error in production?
Humans make mistakes. Machines do not. Conveyors cut errors every day.
Yes. Conveyors replace manual labor in transport. They move items with exact timing and position. This cuts errors from handling, loading, and sorting.
Human error can ruin a batch. I remember a candy factory where one worker accidentally put a metal tray under a flat conveyor. It broke the belt. The machine stopped. We lost a whole day’s work. Now, we use conveyors with sensors and safety guards. They stop automatically if something blocks the path. No human action needed. We built a tablet system that checks every stage. Machines confirm each step. This system tracks ingredient flow. It knows where every batch is. No more lost boxes. No more wrong labels. We added barcode scanners. They read every package. If the wrong size goes to the wrong packing station, the conveyor diverts it. This stopped a recall once. We saved $40,000. We also use programmable logic controllers (PLCs). They run the whole line. They follow exact sequences. No worker can skip a step or change a setting. The system logs every move. If a problem appears, we can trace it fast. This means fewer rejects. Better delivery times. And stronger trust from customers. Conveyors do not get tired. They do not ignore rules. They do not make mistakes. They are perfect.

How do precision controls upgrade conveyor systems?
One size does not fit all. Precision control makes each line unique.
Precision controls adjust speed, pressure, and path. They let conveyors handle different materials with exact timing and force.
Not all products are the same. A conveyor must adapt. We use frequency converters to change motor speed. For soft fruit, it moves slowly. For heavy steel parts, it moves fast. This exact control keeps everything safe. We created a line for smoothie cups. Cups must not twist. We set a slow speed. We also added magnetic brakes. They stop the belt instantly when needed. The system uses feedback. It checks the flow, then adjusts. This prevents overloading. We tested two settings: one with manual control, one with automation. The automated version had 50% fewer jams. It used less energy. It ran longer without repair. The table below shows results from a year of use:
| Control Type | Jams per Month | Energy Use (kWh) | Maintenance Cost |
| Manual | 24 | 1200 | $800 |
| Automated | 12 | 850 | $400 |
We also added a user interface. Workers can change settings on a screen. No tools needed. No guesses. The system tells them when to adjust. This built trust among teams. Why? Because it works every time. It never fails. It learns from each run. I trust it more than I trust myself. This is the power of precision.
Conclusion
Conveyors boost efficiency, reduce errors, and improve quality in food and beverage factories.
Imagine a factory floor where materials move without human help. Conveyors make this possible.
1
Imagine a factory floor where materials move without human help. Conveyors make this possible.
[A conveyor is a mechanical system that moves materials from one point to another.](https://en.wikipedia.org/wiki/Conveyor_system)[^1] It uses belts, rollers, or chains to automate transport. [It is essential for efficient production in modern factories.](https://www.academia.edu/120415472/Enhancing_Efficiency_of_Material_Handling_Equipment_in_Industrial_Engineering_Sectors)[^2]
You might think this is just about moving things. But it is much more. Let me show you how it works.
What role do conveyors play in food and beverage factories?
Mistakes in food production cost time and money. Conveyors stop these mistakes.
In food and beverage factories, conveyors move ingredients and products through every step. [They reduce human handling and improve hygiene and safety.](http://www.fsis.usda.gov/inspection/compliance-guidance/sanitation-performance-standards-compliance-guide)[^3]
Conveyors are the backbone of food and beverage production. They move raw materials like flour, sugar, or milk through mixing, cooking, cooling, and packaging stages. I once worked at a juice factory. Before conveyors, workers carried heavy buckets from one station to another. That caused spills and contamination. We replaced it with a stainless steel belt conveyor. Now, juice flows smoothly. There are no spills. No human touch after the initial ingredient loading. [This reduces the risk of bacteria.](https://www.fda.gov/food/buy-store-serve-safe-food/safe-food-handling)[^4] It also cuts labor costs. Conveyors also handle fragile items. They move bottles gently. They stop if a bottle is stuck. That keeps the line running. The system uses sensors to check the product. If something is wrong, it stops. We save money by avoiding waste. Safety improves. Workers do not get tired from carrying. Product quality goes up. Every brand wants consistent results. Conveyors help give that.
How do smart sensors improve conveyor performance?
Downtime kills output. Smart sensors fix that fast.
[Smart sensors detect position, speed, load, and temperature.](https://pmc.ncbi.nlm.nih.gov/articles/PMC11561352/)[^5] They send data in real time. [This lets the conveyor adjust automatically and avoid failures.](https://pmc.ncbi.nlm.nih.gov/articles/PMC11561352/)[^6]
Sensors turn a simple machine into a smart system. They watch every detail. For example, at a milk packaging line, we used weight sensors. They check each carton as it moves. If one is underfilled, the system marks it. It gets removed. No human eyes could catch every error. We also use infrared sensors for product spacing. If bottles are too close, the conveyor slows. This prevents jams. We added motion sensors to the motor. They detect when the belt is slipping. The system stops before it breaks. That saved us a repair cost of $12,000 last year. We also use temperature sensors in pasteurization lines. If heat goes too high, the conveyor slows to protect products. These sensors add up. They give data to a central system. We can see problems before they happen. Lines stay running. [Downtime drops by over 35%.](https://www.sciencedirect.com/science/article/pii/S2667305325000274)[^7] Customers get better products. Production meets tight deadlines. These sensors are not expensive. They pay for themselves in months. They make the whole line smarter.
Can conveyors reduce human error in production?
Humans make mistakes. Machines do not. Conveyors cut errors every day.
Yes. Conveyors replace manual labor in transport. They move items with exact timing and position. This cuts errors from handling, loading, and sorting.
Human error can ruin a batch. I remember a candy factory where one worker accidentally put a metal tray under a flat conveyor. It broke the belt. The machine stopped. We lost a whole day’s work. Now, we use conveyors with sensors and safety guards. They stop automatically if something blocks the path. No human action needed. We built a tablet system that checks every stage. Machines confirm each step. This system tracks ingredient flow. It knows where every batch is. No more lost boxes. No more wrong labels. We added [barcode scanners. They read every package.](https://pressbooks.cuny.edu/inspire/part/the-role-of-gs1-barcodes-for-pharmaceutical-tracking/)[^8] If the wrong size goes to the wrong packing station, the conveyor diverts it. This stopped a recall once. We saved $40,000. We also use [programmable logic controllers (PLCs). They run the whole line. They follow exact sequences.](https://en.wikipedia.org/wiki/Programmable_logic_controller)[^9] No worker can skip a step or change a setting. The system logs every move. If a problem appears, we can trace it fast. This means fewer rejects. Better delivery times. And stronger trust from customers. Conveyors do not get tired. They do not ignore rules. They do not make mistakes. They are perfect.
How do precision controls upgrade conveyor systems?
One size does not fit all. Precision control makes each line unique.
Precision controls adjust speed, pressure, and path. They let conveyors handle different materials with exact timing and force.
Not all products are the same. A conveyor must adapt. [We use frequency converters to change motor speed.](https://en.wikipedia.org/wiki/Variable-frequency_drive)[^10] For soft fruit, it moves slowly. For heavy steel parts, it moves fast. This exact control keeps everything safe. We created a line for smoothie cups. Cups must not twist. We set a slow speed. We also added magnetic brakes. They stop the belt instantly when needed. The system uses feedback. It checks the flow, then adjusts. This prevents overloading. We tested two settings: one with manual control, one with automation. The automated version had 50% fewer jams. It used less energy. It ran longer without repair. The table below shows results from a year of use:
Control Type Jams per Month Energy Use (kWh) Maintenance Cost
Manual 24 1200 $800
Automated 12 850 $400
We also added a user interface. Workers can change settings on a screen. No tools needed. No guesses. The system tells them when to adjust. This built trust among teams. Why? Because it works every time. It never fails. It learns from each run. I trust it more than I trust myself. This is the power of precision.
Conclusion
Conveyors boost efficiency, reduce errors, and improve quality in food and beverage factories.
—
[^1]: “Conveyor system – Wikipedia”, https://en.wikipedia.org/wiki/Conveyor_system. An engineering reference or encyclopedia entry defines conveyors as mechanical handling equipment used to move materials between locations, supporting the basic definition of the term. Evidence role: definition; source type: encyclopedia. Supports: A conveyor is a mechanical system that moves materials from one point to another..
[^2]: “Enhancing Efficiency of Material Handling Equipment in Industrial …”, https://www.academia.edu/120415472/Enhancing_Efficiency_of_Material_Handling_Equipment_in_Industrial_Engineering_Sectors. Industrial engineering literature describes conveyors as a central form of material-handling automation used to improve flow, throughput, and production efficiency in manufacturing; this supports the general importance of conveyors but does not prove that every modern factory requires them. Evidence role: general_support; source type: paper. Supports: Conveyors are essential for efficient production in modern factories.. Scope note: The support is contextual because the necessity of conveyors varies by industry, product type, and plant layout.
[^3]: “Sanitation Performance Standards Compliance Guide”, http://www.fsis.usda.gov/inspection/compliance-guidance/sanitation-performance-standards-compliance-guide. Food-safety and sanitary-design guidance recognizes that reducing manual contact and using hygienically designed equipment can lower contamination risks in food processing; this supports the hygiene rationale for conveyors when properly designed and cleaned. Evidence role: expert_consensus; source type: government. Supports: Conveyors in food and beverage factories can reduce human handling and improve hygiene and safety.. Scope note: The source would support the mechanism generally, not guarantee hygiene improvement for every conveyor installation.
[^4]: “Safe Food Handling – FDA”, https://www.fda.gov/food/buy-store-serve-safe-food/safe-food-handling. Food-safety guidance explains that human handling and contact surfaces can contribute to microbial contamination, so reducing product contact can lower bacterial contamination risk when sanitation controls are maintained. Evidence role: mechanism; source type: government. Supports: Reducing human touch after ingredient loading can reduce the risk of bacterial contamination.. Scope note: The support is mechanistic and does not verify the specific juice-factory anecdote described in the article.
[^5]: “PLC based laser scanning system for conveyor belt surface monitoring”, https://pmc.ncbi.nlm.nih.gov/articles/PMC11561352/. Industrial automation references describe sensors used in conveyor systems to monitor variables such as position, speed, load, and temperature, supporting the list of monitored parameters. Evidence role: definition; source type: education. Supports: Smart sensors can detect position, speed, load, and temperature in conveyor systems.. Scope note: The exact sensor types and measured variables depend on the conveyor design and application.
[^6]: “PLC based laser scanning system for conveyor belt surface monitoring”, https://pmc.ncbi.nlm.nih.gov/articles/PMC11561352/. Research on condition monitoring and predictive maintenance in conveyor or rotating machinery systems shows that sensor data can be used to detect abnormal operation and support automated or preventive responses before failure occurs. Evidence role: mechanism; source type: paper. Supports: Real-time sensor data can help conveyors adjust automatically and avoid failures.. Scope note: Such evidence supports failure reduction as a maintenance strategy, not a guarantee that automatic adjustment will prevent all failures.
[^7]: “Systematic review of predictive maintenance practices in the …”, https://www.sciencedirect.com/science/article/pii/S2667305325000274. A peer-reviewed predictive-maintenance or industrial automation study may quantify downtime reductions from sensor-based monitoring; such evidence can contextualize the claimed 35% reduction, though it may not directly verify this article’s specific installation. Evidence role: statistic; source type: paper. Supports: Sensor-based conveyor monitoring can reduce downtime substantially, including reductions on the order of the claimed 35%.. Scope note: Unless the article provides its own audited data, external studies can only show that reductions of this kind are plausible in comparable systems.
[^8]: “The Role of GS1 Barcodes for Pharmaceutical Tracking – Inspire”, https://pressbooks.cuny.edu/inspire/part/the-role-of-gs1-barcodes-for-pharmaceutical-tracking/. GS1 and traceability guidance describes barcode scanning as a method for identifying products and capturing item-level or batch-level data as goods move through supply chains and production processes. Evidence role: mechanism; source type: institution. Supports: Barcode scanners can read packages and support identification or routing in production systems.. Scope note: Barcode scanning accuracy depends on label quality, scanner configuration, data systems, and process controls.
[^9]: “Programmable logic controller – Wikipedia”, https://en.wikipedia.org/wiki/Programmable_logic_controller. Engineering references define programmable logic controllers as industrial digital controllers used to execute programmed sequences for machinery and process automation, supporting their role in controlling production lines. Evidence role: definition; source type: encyclopedia. Supports: Programmable logic controllers can run production lines by following programmed sequences.. Scope note: The source would establish PLC capability generally, not that a PLC controls every function in the specific example.
[^10]: “Variable-frequency drive – Wikipedia”, https://en.wikipedia.org/wiki/Variable-frequency_drive. Technical material on variable-frequency drives explains that changing the frequency supplied to an AC motor controls motor speed, supporting the use of frequency converters for conveyor speed adjustment. Evidence role: mechanism; source type: education. Supports: Frequency converters can change motor speed in conveyor systems.. Scope note: The degree of control and energy savings depends on motor type, drive sizing, load profile, and control settings.